
Mapi Pipe double layer moulded bottom inspection chambers
Mapi Pipe double layer moulded bottom inspection chambers meet the demands for access and inspection chambers situated in traffic areas, in greater installation depths and in the presence of groundwater.
Robust, welded construction makes them suitable for installation in places where predicted groundwater levels are 3,0m above inspection chamber bottom.
Nominal chamber sizes are ID1000 and ID800mm. Made either of polyethylene or polypropylene.
Static and dynamic stress to the lid is not transferred directly to the body of the chamber, instead a finished reinforced concrete slab redirects it to a fortified filling around the chamber.
Description of double layer moulded bottom inspection chambers
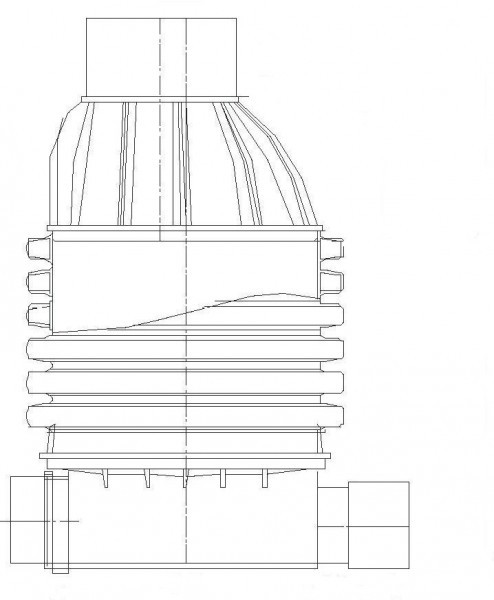
MAPI PIPE inspection chambers consist of:
- The double layer moulded bottom of the chamber
- The body of the chamber
- Cone (optional)
- Stairs (optional)
Material can be either polyethylene or polypropylene, as long as all elements in a single chamber are made of the same material. Exceptions are ladders or stairs which are made of aluminium or stainless steel.
Individual components are joined together by extrusion welding.
Chamber bottom
Suitable element is used for the chamber bottom, one that is rotomoulded into a sealed, hollow, double walled element. This type of inspection chamber is known by different names, ie: »chamber with dual layer bottom« or »double bottom camber«.
Inner chamber wall (primary bottom) has a shaped flow bed and is intended for wastewater transportation. Size of the flow bed defines the size of possible sewage pipe connections, in this case ranging from OD160 to ID500mm.
Outer wall of the chamber bottom (secondary bottom) forms a flat seal on the bottom part of the inspection chamber. Advantages over inspection chambers without secondary bottom:
- Secondary bottom takes on all the stress of the surrounding ground forces, along with the stress of buoyancy caused by groundwater.
- Secondary bottom seals the empty space between the bed and the primary bottom that forms underneath certain type of shafts. Such empty space usually can not be filled and properly compacted, fractions of surrounding fill material is being rinsed into said space, making it weaker in the long run.
- Secondary bottom offers stability during transport and installation, which are weak points of some inspection chambers made entirely with rotomoulded technique.
Rotomoulded element used for inspection chamber bottom, cam be made using either PE or PP material. In either case, the geometry of the element remains the same and all mechanical properties are guaranteed.
In most demanding of circumstances, the double layer moulded bottom can be additionally reinforced and made to withstand even more stress. Fillings are used to fill the space between primary and secondary chamber bottom, connecting them and consequently ensuring appropriate rigidity of the double bottom. Either polyurethane foam or polymer concrete is used as filling.
Chamber body
Structure bodied Mapikan or Terakan sewage pipes are used as inspection chamber bodies. Because of that radial rigidity greatly exceeds standard demands and it is also several times stronger than rigidity of any rotomoulded elements.
Cone
On the upper end, the chamber body can be closed with a rotomoulded cone, or it can be left as »wide mouth«. Whichever the case, it must be ensured that static and dynamic stress to the lid is not transferred directly to the body of the chamber, instead a finished re-enforced concrete slab should redirect it to a fortified filling around the chamber.
Ladder
Using the ladder eases the entry into inspection chamber. Steps of aluminium alloy or stainless steel are used.
- Drainage and sewerage piping
- Inspection chambers and sewage drain systems
- Piping systems for drinkable water and gas distribution
- PE pipes for the protection of telecommunication cables
- Mapidren drainage pipes
- Electrical conduits
- Sedimentation units, treatment plants and oil separators
- Installation in the field
Contact
| MAPI PIPE D.O.O. Pod hrasti 19 1218 Komenda |
P: 00 386 5 909 87 00 F: 00 386 5 909 87 18 E: info@mapipipe.si |